
Witam mam małe pytanko do kolegów
Gdyby nawijać rurke karbowaną na rdzeniu powiedzmy 32mm to daje teoretycznie 32+16+16=64mm średnicy to w praktyce do jakiej średnicy sie rozpręży?
Pozdrawiam
Grzechu
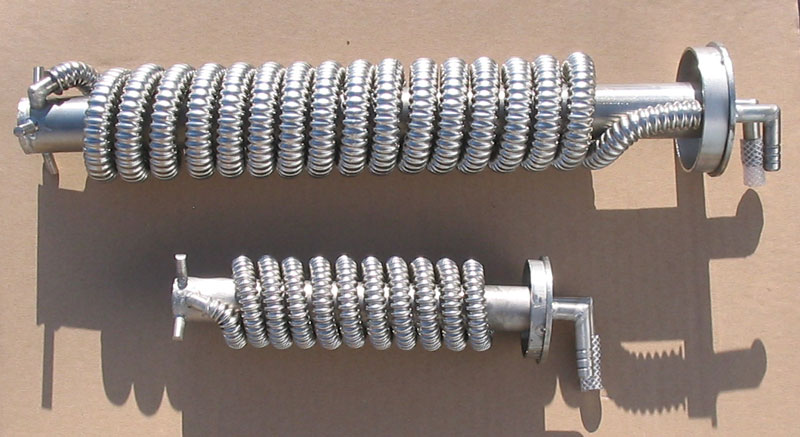
Skraplacz do głowic typu N/S


Witam!
Jeśli to będzie DN12 (czyli 12x16mm), to nie powinno być to więcej, niż Ø80mm.
Mogę to powiedzieć korzystając ze swoich doświadczeń, zależy to jednak od materiału danej rurki i jego sprężystości - a te mogą się różnić (myślę, że niewiele, bo sprzedawcy mają je zapewne z jednego źródła).
Nie ma to w praktyce większego znaczenia jeśli rurkę będzie się lutować do króćców w stanie naprężonym, i w ten sposób uzyska się odpowiednią średnicę spirali.
Jeśli nie będzie mocowana do króćców i swobodnie się po nawinięciu rozpręży, to trzeba dobrać odpowiednio mniejszy rdzeń do nawijania.
Można też już po nawinięciu "dokręcić" ją na mniejszym rdzeniu, aż uzyska się odpowiednią średnicę.
Jeśli to będzie DN12 (czyli 12x16mm), to nie powinno być to więcej, niż Ø80mm.
Mogę to powiedzieć korzystając ze swoich doświadczeń, zależy to jednak od materiału danej rurki i jego sprężystości - a te mogą się różnić (myślę, że niewiele, bo sprzedawcy mają je zapewne z jednego źródła).
Nie ma to w praktyce większego znaczenia jeśli rurkę będzie się lutować do króćców w stanie naprężonym, i w ten sposób uzyska się odpowiednią średnicę spirali.
Jeśli nie będzie mocowana do króćców i swobodnie się po nawinięciu rozpręży, to trzeba dobrać odpowiednio mniejszy rdzeń do nawijania.
Można też już po nawinięciu "dokręcić" ją na mniejszym rdzeniu, aż uzyska się odpowiednią średnicę.
Najlepszym miernikiem nieskończoności jest ludzka głupota i arogancja.

@grzechu
do 76,1 wchodzi wykonalem ostatnio taka dla kolegi forumowego:)
[ Dodano: 2010-01-28, 23:47 ]
@Astemio
wysiadły mi nerwy po spawaniu jednej koncowki i pojechalem do firmy ktora kasuje jak za zboże ale jak koleś mi spawał karbowaną prądem 30A to mi się włosy jeżyły i pospawał to w 5 minut:) jestem pełen podziwu dla niego
do 76,1 wchodzi wykonalem ostatnio taka dla kolegi forumowego:)
[ Dodano: 2010-01-28, 23:47 ]
@Astemio
wysiadły mi nerwy po spawaniu jednej koncowki i pojechalem do firmy ktora kasuje jak za zboże ale jak koleś mi spawał karbowaną prądem 30A to mi się włosy jeżyły i pospawał to w 5 minut:) jestem pełen podziwu dla niego

rurkę można prasowac z nakrętką , ja tak zrobiłem i jest ok patrz film  http://www.sklep.artom.com.pl/produkt.cfm?prod=000068 oczywiście praska nie musi być taka wypasiona
http://www.sklep.artom.com.pl/produkt.cfm?prod=000068 oczywiście praska nie musi być taka wypasiona
Pozdrawiam
Pozdrawiam
Witam!
30A , to rzeczywiście artysta.
, to rzeczywiście artysta.
Ja się nie pierniczę i lutuję SnCu z użyciem H3PO4 - bezstresowa robota i jeszcze nieszczelności nie miałem.
@Grzechu, nie wiem jaką długość spirali planujesz, ale chłodnica z rdzeniem wodnym, nawinięta z 3mb (tylko) rurki DN12 powinna wystarczyć nawet do 10kW grzania.
Obudowa z rury 85x2 ma ok. 400mm długości, rdzeń może mieć średnicę 38-40mm.
30A
Ja się nie pierniczę i lutuję SnCu z użyciem H3PO4 - bezstresowa robota i jeszcze nieszczelności nie miałem.
@Grzechu, nie wiem jaką długość spirali planujesz, ale chłodnica z rdzeniem wodnym, nawinięta z 3mb (tylko) rurki DN12 powinna wystarczyć nawet do 10kW grzania.
Obudowa z rury 85x2 ma ok. 400mm długości, rdzeń może mieć średnicę 38-40mm.
Najlepszym miernikiem nieskończoności jest ludzka głupota i arogancja.
Witam!
Popełniłem błąd w swoim poprzednim poście, ale minął już czas na edycję - wobec tego teraz go sprostuję:
Mówiłem tam o 3mb rurki DN12 - to pomyłka, dzisiaj zajrzałem do notatek i zauważyłem, że chodziło o 4mb takiej rurki; w obudowę kondensora N-S o o takiej konstrukcji i wymiarach wchodzi dokładnie 4mb DN12 (Ø zewn. 16mm).
Przepraszam za wprowadzenie w błąd.
Popełniłem błąd w swoim poprzednim poście, ale minął już czas na edycję - wobec tego teraz go sprostuję:
Mówiłem tam o 3mb rurki DN12 - to pomyłka, dzisiaj zajrzałem do notatek i zauważyłem, że chodziło o 4mb takiej rurki; w obudowę kondensora N-S o o takiej konstrukcji i wymiarach wchodzi dokładnie 4mb DN12 (Ø zewn. 16mm).
Przepraszam za wprowadzenie w błąd.
Najlepszym miernikiem nieskończoności jest ludzka głupota i arogancja.
Jako, że kilka osób pytało mnie jak spawać rurkę karbowaną , aby móc wykonać tego typu skraplacze , chcę opisać krok po kroku jak to robić.
Opis jest pod rurkę DN12 o fi wew. 12mm , fi zew 16mm i grubości ścianki 0,3mm.
Musimy sobie przygotować pręt KO fi 16mm i wytoczyć z niego króćce do wspawania w rurkę.
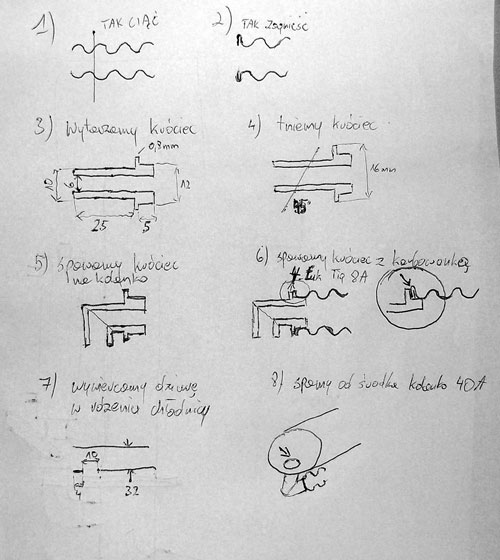
1. Rurkę tniemy tak jak na rysunku
2. Zagniatamy tak aby z podwójnej ścianki zrobił się płaski kołnierz o grubości 0,6mm
zrobiłem do tego sobie specjalny składany na przez pół uchwyt , w który chwytam brzegowy karb rurki i zgniatam specjalnie przygotowanym sworzniem z płaskim łbem.
3. Następnie wytaczamy króciec z pręta , o wymiarach z rys. i kołnierzu do spawania 0,8mm. Długość króćca może być oczywiście dłuższa niż na rys. Później można przecież można go skrócić
4. Tniemy dłuższą część króćca po katem 45% .
5. Spawamy kolanko tak, aby jego koniec wystawał kilka milimetrów po za średnicę 16mm.
6. Dociskamy bardzo dokładnie kołnierz króćca z kołnierzem karbowanki i spawamy na około . Nie może być najmniejszej szparki miedzy kołnierzami , bo spaw może zrobić dziurę. Amperaż w Tigu ustawiamy na około 8..10A.
7. Teraz w rdzeniu rury skraplacza wiercimy otwór fi 10 tak, aby kolanko do niego wskoczyło. Otwór może być blisko od brzegu rury, ale lepiej zostawić z 4mm bo łatwo mniejszą krawędź przetopić.
8.Spawamy kolanko od środka rury , dobrze jest wysunąć iglicę Tiga na 15mm
Skraplacze z rurki DN12 dobrze pasują pod średnicę głowicy 76mm.
Rdzenie wodne dobrze robić jest z rurki 32 lub 34mm o ściance 1,5...2mm.
Opis jest pod rurkę DN12 o fi wew. 12mm , fi zew 16mm i grubości ścianki 0,3mm.
Musimy sobie przygotować pręt KO fi 16mm i wytoczyć z niego króćce do wspawania w rurkę.
1. Rurkę tniemy tak jak na rysunku
2. Zagniatamy tak aby z podwójnej ścianki zrobił się płaski kołnierz o grubości 0,6mm
zrobiłem do tego sobie specjalny składany na przez pół uchwyt , w który chwytam brzegowy karb rurki i zgniatam specjalnie przygotowanym sworzniem z płaskim łbem.
3. Następnie wytaczamy króciec z pręta , o wymiarach z rys. i kołnierzu do spawania 0,8mm. Długość króćca może być oczywiście dłuższa niż na rys. Później można przecież można go skrócić
4. Tniemy dłuższą część króćca po katem 45% .
5. Spawamy kolanko tak, aby jego koniec wystawał kilka milimetrów po za średnicę 16mm.
6. Dociskamy bardzo dokładnie kołnierz króćca z kołnierzem karbowanki i spawamy na około . Nie może być najmniejszej szparki miedzy kołnierzami , bo spaw może zrobić dziurę. Amperaż w Tigu ustawiamy na około 8..10A.
7. Teraz w rdzeniu rury skraplacza wiercimy otwór fi 10 tak, aby kolanko do niego wskoczyło. Otwór może być blisko od brzegu rury, ale lepiej zostawić z 4mm bo łatwo mniejszą krawędź przetopić.
8.Spawamy kolanko od środka rury , dobrze jest wysunąć iglicę Tiga na 15mm
Skraplacze z rurki DN12 dobrze pasują pod średnicę głowicy 76mm.
Rdzenie wodne dobrze robić jest z rurki 32 lub 34mm o ściance 1,5...2mm.
Ostatnio zmieniony 1970-01-01, 01:00 przez Akas, łącznie zmieniany 1 raz.


Rurka karbowana
Czy rurka karbowana ze stali nierdzewnej wykazuje własności magnetyczne?
Chciałbym sprawdzić czy jest z nierdzewki.
Znalazłem w pracy taką rurkę i przyłożyłem magnes- wykazała znikome właściwości magnetyczne - niski stopień przyciągania.
Mam też inne rury z nierdzewki i posiadają one też właściwości magnetyczne.
Magnes nie utrzymuje się na przedmiocie ale lekko się przyczepia.
jak sprawdzić czy ta rurka karbowana to stal nierdzewna. Chcę jej użyć na chłodnicę bo u siebie mam chłodnicę wykonaną z rury fi 8x1,5. Bardzo cienkie chłodzenie pomimo zastosowania wewnątrz chłodnicy rury fi 20 x1,5.
Pozdr. Dudol
Chciałbym sprawdzić czy jest z nierdzewki.
Znalazłem w pracy taką rurkę i przyłożyłem magnes- wykazała znikome właściwości magnetyczne - niski stopień przyciągania.
Mam też inne rury z nierdzewki i posiadają one też właściwości magnetyczne.
Magnes nie utrzymuje się na przedmiocie ale lekko się przyczepia.
jak sprawdzić czy ta rurka karbowana to stal nierdzewna. Chcę jej użyć na chłodnicę bo u siebie mam chłodnicę wykonaną z rury fi 8x1,5. Bardzo cienkie chłodzenie pomimo zastosowania wewnątrz chłodnicy rury fi 20 x1,5.
Pozdr. Dudol

Astemio pisze: Ja się nie pierniczę i lutuję SnCu z użyciem H3PO4 - bezstresowa robota i jeszcze nieszczelności nie miałem.
Hej!
Jestem w trakcie robienia aabratka. Niestety znajomy spawacz nie ma odpowiedniego sprzętu do spawania. Zaproponował pospawanie (polutowanie) tej karbowanki z króćcem srebrnym lutem
Kolejna sprawa to czy można pospawać kolumnę elektrodą w otulinie? Do nierdzewki oczywiście. Jaki będzie efekt wizualny? Bo mi się coś wydaje, że chyba nie za piękne to będzie..
I ostatnie pytanko - czy spawy trzeba KONIECZNIE wytrawiać? Mam na myśli np. Antox 71 E.
A jeśli tak to czy potem trzeba ten Antox KONIECZNIE zneutralizować ANTOXEM NP?
Gdzieś czytałem że trzeba... Bo jak tak to Antox 71 E kosztuje coś ok 80 zł i jest tego 2 litry i ten NP pewnie też tyle. Trochę dużo jak na wytrawienie kilku spawów...
Pozdrawiam.
Witam!
Obecnie spawam lub lutuję SnCu, zależy od dostępności - np. Liebig tylko spawany.
1) Twój znajomy spawacz powinien wiedzieć, co robić: luty srebrne w większości mają "otulinę" z topnika, ŻADEN kwas nie będzie potrzebny (ostatecznie boraks).
Ale marnie mi to wygląda - lepiej daj takiemu, który WIE
Jeśli nie pozalewa nadmiarem lutu, będzie dobrze wyglądać.
2) Można, ale rzeczywiście nie będzie pięknie wyglądać, lepiej będzie po oszlifowaniu szwów i strupów - dość to pracochłonne, jeśli ma być dobry efekt.
3) Nie trzeba koniecznie wytrawiać, można przebarwienia wyczyścić płótnem ściernym, gąbką szlifierską lub włókniną itp. lub oszlifować.
Wewnątrz jest to trudne lub niemożliwe, żel za to dociera tam praktycznie bez problemów.
Popytaj na Forum, czasem ktoś ma nadmiar ANTOX-u i odstąpi lub odsprzeda.
Jako neutralizacja całkowicie wystarczy gruntowne umycie, może być w wodzie z dodatkiem np. sody oczyszczonej lub innej słabej zasady. Potem płukanie czystą wodą.
Obecnie spawam lub lutuję SnCu, zależy od dostępności - np. Liebig tylko spawany.
1) Twój znajomy spawacz powinien wiedzieć, co robić: luty srebrne w większości mają "otulinę" z topnika, ŻADEN kwas nie będzie potrzebny (ostatecznie boraks).
Ale marnie mi to wygląda - lepiej daj takiemu, który WIE
Jeśli nie pozalewa nadmiarem lutu, będzie dobrze wyglądać.
2) Można, ale rzeczywiście nie będzie pięknie wyglądać, lepiej będzie po oszlifowaniu szwów i strupów - dość to pracochłonne, jeśli ma być dobry efekt.
3) Nie trzeba koniecznie wytrawiać, można przebarwienia wyczyścić płótnem ściernym, gąbką szlifierską lub włókniną itp. lub oszlifować.
Wewnątrz jest to trudne lub niemożliwe, żel za to dociera tam praktycznie bez problemów.
Popytaj na Forum, czasem ktoś ma nadmiar ANTOX-u i odstąpi lub odsprzeda.
Jako neutralizacja całkowicie wystarczy gruntowne umycie, może być w wodzie z dodatkiem np. sody oczyszczonej lub innej słabej zasady. Potem płukanie czystą wodą.
Ostatnio zmieniony 2010-08-12, 10:06 przez Astemio, łącznie zmieniany 1 raz.
Najlepszym miernikiem nieskończoności jest ludzka głupota i arogancja.
Kto jest online
Użytkownicy przeglądający to forum: Obecnie na forum nie ma żadnego zarejestrowanego użytkownika i 72 gości