Co do startu procesu - pełna zgoda - trzeba działać ręcznie. natomiast:
1. podczas odbioru urobku właściwego przy destylacji okresowej zachodzi wyczerpywanie składnika mniejszościowego wsadu (alk.) W tej sytuacji w miarę wyczerpywania tego składnika należy zwiększyć orosienie, w celu utrzymania ilości półek. Zasada ta tyczy się zarówno kolumny z półkami rzeczywistymi, jak również kolumny wypełnionej i wynika z metody Thiela-McCabe. Po raz pierwszy powyższą regułę zastosował @Inżynier w swoim układzie z zaworem na powrocie, a zwiększenie orosienia uzyskiwane jest poprzez zmniejszenie mocy grzania w miarę spadku stężenia składnika mniejszościowego w boilerze. Identycznie działa w tej chwili mój sterownik.
2. ostatnie przemyślenia i praktyka przyjaciół Moskali wskazują, że takie sterowanie jest niewystarczające. Należy przede wszystkim utrzymać parametry procesu poprzez utrzymanie stałej wartości strumienia masy w kolumnie bliskiego zalaniu przez cały proces. Wówczas wysokość półki teoret. w kolumnie jest najmniejsza.
Obydwa wyżej opisane zjawiska podczas sterowania mocą grzania z zaworem na powrocie stoją w opozycji.
a) Zmniejszanie mocy grzania powoduje z jednej strony utrzymanie ilości półek, a z drugiej strony spadek strumienia masy, zatem zwiększenie wysokości półki (patrz pkt 2).
b) Utrzymanie wysokiej mocy grzania zachowuje minimalną wysokość półki, ale z kolei zmniejsza się ilość półek wraz z wyczerpywaniem zawartości boilera (patrz pkt 1)
Koncepcja sterowania w świetle "nowego podejścia" polega na tym, że kontroler na podstawie pomiarów ciśnienia w wypełnieniu będzie utrzymywał jego stałą, zadaną wartość od początku do końca procesu, ewentualnie będzie tak sterował grzaniem, aby być bliskim mocy zalania (niezbędne zdjęcie charakterystyki mocy zalania kolumny w zależności od stężenia składnika mniejszościowego (temperatury w kotle) . Z drugiej strony, w miarę wyczerpywania składnika mniejszościowego kontroler będzie właśnie przy pomocy elektrozaworu zwiększał orosienie, utrzymując ilość półek teoretycznych bliską ilości na początku procesu. Nie chodzi tutaj o automatyzację procesu w sensie jego bezobsługowości lecz o utrzymanie reżimu pracy. Oczywiście procesem można sterować ręcznie, zachowując wyżej opisane zasady, lecz głęboko wierzę, że komputer zrobi to lepiej i dokładniej.
W celu realizacji tego zadania należy:
1. Skonstruować układ pomiaru ciśnienia
2. Skonstruować elektrozawór i układ sterowania tym elektrozaworem
3. Oprogramować istniejący sterownik do zadań opisanych powyżej
Będzie co robić podczas długich jesiennych i zimowych wieczorów.
Należy również zastanowić się nad sterowaniem fazowym mocą grzania, w miejsce sterowania grupowego, gdyby nie udało się wyeliminować w układach skutków tych zakłóceń, o których pisałem w poprzednim poście.
pozdrawiam
andrzejg11
Głowica puszkowa

Utrzymanie kolumny na progu lub zaczątku zalewania jest trudne. Trzeba mieć stabilne napięcie ponieważ 50W różnicy może to zalanie ciągnąć w górę lub powodować jego zanik. Sterowanie utrudnia jeszcze bezwładność tego zjawiska. Bawiłem się w to sporo godzin podczas zimowych testów sprężynek. Zauważyłem też, że dobrze wstępnie zalana kolumna wcale nie traci dużo półek gdy zejdziemy z mocą np. o 20-30%. Jednak nie wiem pewnej rzeczy która wydaje mi się bardzo ważna. Otóż tak jak pisałem dobrze zalana wstępnie kolumna ma bardzo dobrą rozdzielczość zarówno przy progu zalania i sporo poniżej. Nie wiadomo tylko jak długo te dobre zroszenie utrzymuje się w kolumnie?
Nie robiłem takich długodystansowych testów. Być może np. przez 0,5 godziny po zmniejszeniu grzania wszystko jest OK, a później robi się coraz gorzej bo wstępne zwilżenie się osusza?
Nie robiłem takich długodystansowych testów. Być może np. przez 0,5 godziny po zmniejszeniu grzania wszystko jest OK, a później robi się coraz gorzej bo wstępne zwilżenie się osusza?
-
andrzejg11
- 90%

- Posty: 771
- Rejestracja: 2009-03-03, 18:32
Dlatego też prawdopodobnie najlepszym rozwiązaniem będzie utrzymanie stałej wartości ciśnienia w kolumnie, co wyeliminuje większość opisanych problemów. Niezbędny zapewne będzie regulator proporcjonalno - całkujący, który realizowany będzie w programie sterownika. Można by się jeszcze pokusić o automatyczne zalewanie kolumny, a następnie jej stabilizację powiedzmy co 45 min trwania procesu. Kontrola zalania również może być zrealizowana w oparciu o pomiar ciśnienia.
No cóż robota długodystansowa.....
pozdrawiam
andrzejg11
No cóż robota długodystansowa.....
pozdrawiam
andrzejg11
początek i środek prowadzenie procesu nie stanowią zasadniczo problemu, praca na granicy zalania jest stosunkowo prosta do realizacji, schody zaczynają się powyżej 95st. C. w kegu, utrzymując moc grzania na progu zalania powodujemy dolne zalewanie kolumny, tracąc sporo na wysokości czynnej i jedynym sposobem uniknięcia tegoż jest zmniejszenie mocy grzania 
Co jakiś czas zastanawiam się, czy z punktu widzenia najwyższej jakości destylatu nie jest grzanie b. małą mocą. Wysoka rozdzielczość kolumny widoczna jest na sporządzonych przeze mnie wykresach (umieszczonych gdzieś w temacie kol. Akasa), i jest potwierdzeniem metody stosowanej przez kol. Pietro .
.
Ciemną stroną tego rozwiązania jest b. długi czas destylacji
Co jakiś czas zastanawiam się, czy z punktu widzenia najwyższej jakości destylatu nie jest grzanie b. małą mocą. Wysoka rozdzielczość kolumny widoczna jest na sporządzonych przeze mnie wykresach (umieszczonych gdzieś w temacie kol. Akasa), i jest potwierdzeniem metody stosowanej przez kol. Pietro
Ciemną stroną tego rozwiązania jest b. długi czas destylacji
pozdrawiam - inżynier
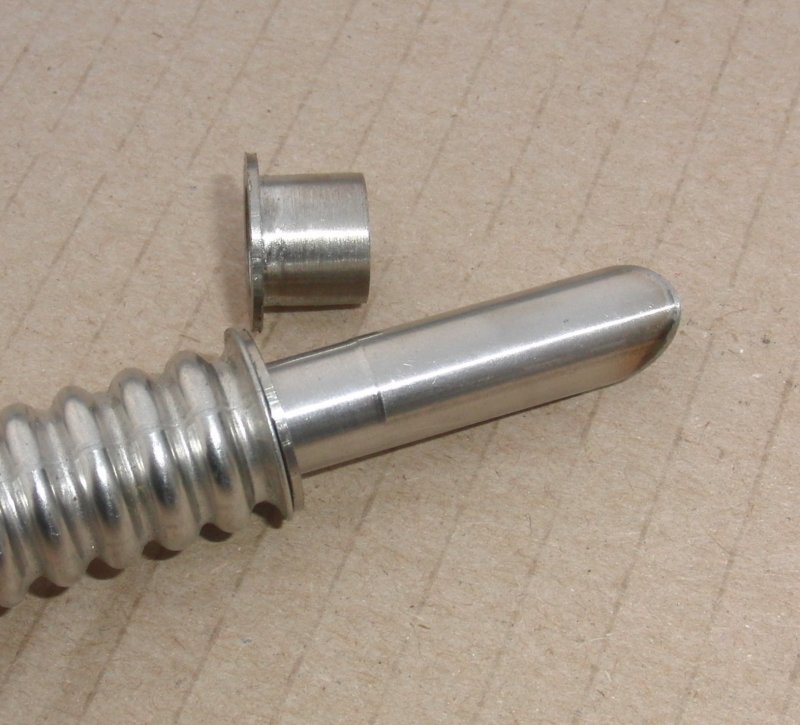
Wracając do głowicy puszkowej, dostałem pytania jak wygląda iglica centrująca powrót destylatu na środek wypełnienia.
Mam nadzieję, że poniższe zdjęcia wyjaśnią wszystko.



Iglicę zrobiłem z pręta fi 3mm i dospawałem do czubka uciętej na kiełbasę rurki 10x1,5mm.
To trudny spaw, więc może łatwiej będzie wyciąć podobny kształt kątówką z samej rurki.
Mam nadzieję, że poniższe zdjęcia wyjaśnią wszystko.
Iglicę zrobiłem z pręta fi 3mm i dospawałem do czubka uciętej na kiełbasę rurki 10x1,5mm.
To trudny spaw, więc może łatwiej będzie wyciąć podobny kształt kątówką z samej rurki.
Ostatnio zmieniony 1970-01-01, 01:00 przez Akas, łącznie zmieniany 1 raz.

-
Citizen Kane

- -#Admin

- Posty: 5060
- Rejestracja: 2005-12-19, 23:37
- Lokalizacja: Polska
- Kontaktowanie:
-
Citizen Kane
- -#Admin
- Posty: 5060
- Rejestracja: 2005-12-19, 23:37
- Lokalizacja: Polska
- Kontaktowanie:

Re: Głowica puszkowa.
Również ciekaw jestem efektów z VM-a. Jak wrażenia w porównaniu z LM-em?asir1960 pisze:Witaj.
Czy na nowej głowicy próbowałeś odbierać w systemie VM ?
Czy odejście na VM-a 1/2 cala nie jest za małe? Nie lepiej sprawowałoby się 3/4 cala lub 1 cal?
Już od kilku miesięcy nie zrobiłem żadnej głowicy puszkowej, ponieważ są one bardzo pracochłonne i drogie materiałowo. Wiem, że podobają się one wielu osobom, więc w tym poście napiszę kilka słów o ich samodzielnym wykonaniu.
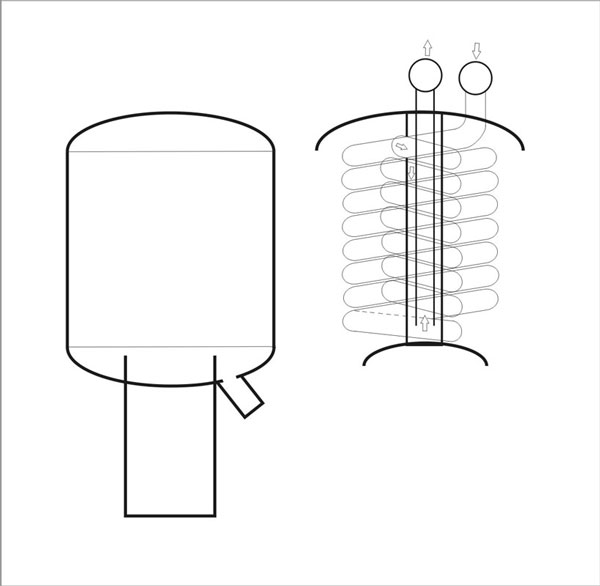
Kluczowym i najtrudniejszym elementem do wykonania w takiej głowicy jest skraplacz. Jego budowa powtarza się w wszystkich moich puszkach. Co prawda może on się różnić ilością zwiniętej rurki karbowanej, lub układem wejść na wodę, ale w porównaniu do różnych wersji obudowy są to niewielkie modyfikacje. Na poniższych zdjęciach można to dobrze zauważyć.





Gdyby ktoś chciał sobie wykonać taką głowicę proponuję, aby zaczął od skraplacza.
Poniżej krok po kroku pokaże jak go wykonać.
Na wstępie chciałbym przypomnieć rys. ideowy.
1. Pracę należy zacząć od przygotowania odpowiedniej długość rurki karbowanej. Ja ją przycinam jak na zdjęciu poniżej.

2. Rurka będzie przyspawana do specjalnych końcówek, więc należy odpowiednio zagnieść jej krawędź.

Robię to przy pomocy dość prymitywnego przyrządu.


3. Aby móc przyspawać rurkę karbowaną do rurki stalowej z ścianką 1,5mm należy wytoczyć na tokarce specjalne przejściówki.

W te przejściówki wprowadzany odpowiednio przycięte rurki na wodę.
Spaw należy wykonać na dwóch spotykających się krawędziach.

Następnie tak zrobiony króciec wkładamy do rurki karbowanej. Należy zadbać o to, aby kołnierz króćca i rurki dokładnie do siebie przylegały. Wówczas spaw powinien się udać. Ja spawam takie połączenie prądem 12A i bardzo ostrą iglicą TIG-a.
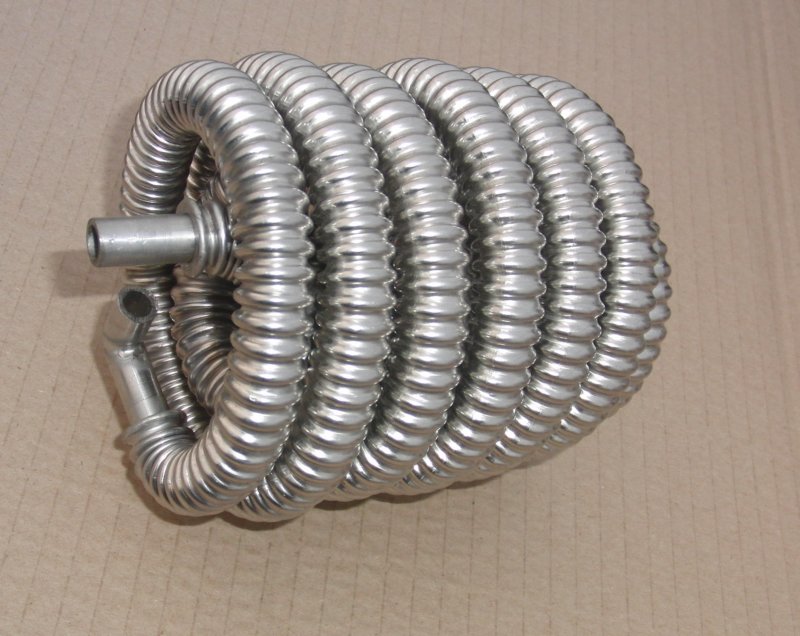
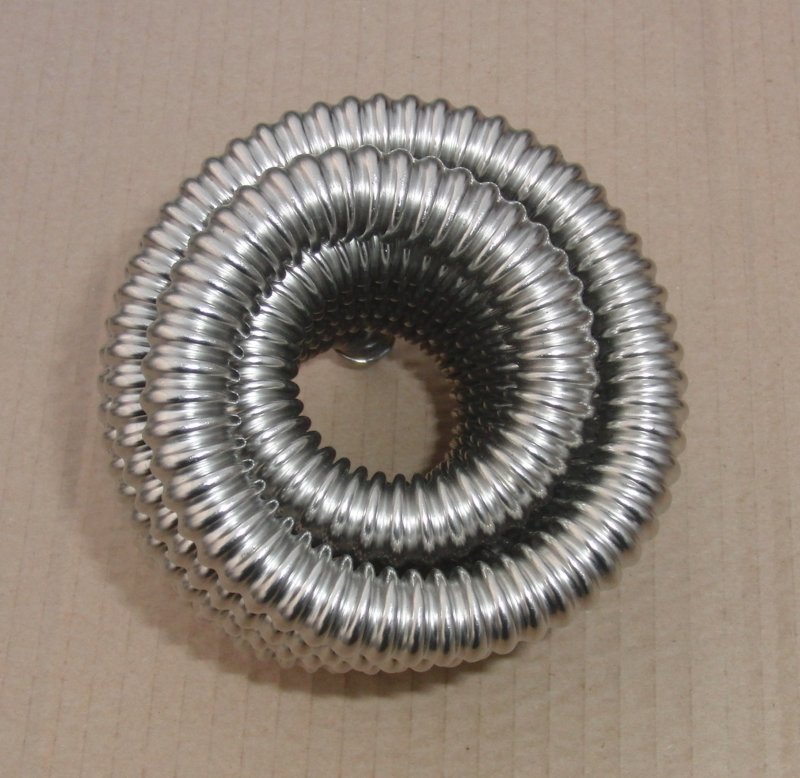
4. Po przyspawaniu rurek na wodę można już zwinąć skraplacz. Należy pamiętać aby kolanko na wodę było odpowiednio ukierunkowane. Aby uzwojenie ładnie przylegało do rdzenia wodnego, nawijać należy na rurce o śr. 10-15% mniejszej niż ma rdzeń.

5. Następnie należy przygotować "parasol" dla skroplin. Robię go z dennicy. Na tokarce wyznaczam kółko które ułatwia mi później wycentrowanie rdzenia. Z boku robię otwory, aby wspawać kołki centrujące zewnętrznie skraplacz.


6. Teraz można przyciąć na odpowiednią długość rurę rdzenia wodnego. Robię go z calowej rury o ściance 2mm (ułatwia to później najtrudniejszy spaw). Rdzeń należy przyspawać do parasola tak jak widać poniżej.

7. Teraz można założyć skraplacz na rdzeń. Kolanko na wodę należy w prowadzić w boczny otwór rdzenia. Spaw wykonujemy od środka rdzenia. Wymaga to wąskiej osłony dyszy w uchwycie Tiga i mocno wysuniętej iglicy. Miałem z tym na początku dużo kłopotów. Cienkie ścianki rdzenia o gr. 1,5mm łatwo się przetapiały i były kłopoty doczyszczeniem czarnych zgorzeli. Dlatego bezpieczniej mieć ściankę 2,0mm lub nawet 2,5mm.


8. Następnym elementem jest rurka syfonu w rdzeniu wodnym. Ma ona za zadanie powodować odpowiedni przepływ wody chłodzącej, oraz służy jak kolumna mocująca pokrywę skraplacza. Rurkę ta powinna być solidna. Stosuję wymiar 16 x2,0mm.
Do rurki musimy wytoczyć dolny pierścień centrujący z otworami przepływowymi. A na górze na leży wytoczyć pokrywkę zaślepiającą. Najpierw spawamy pierścień. Wprowadzamy syfon do rdzenia i następnie spawamy pokrywkę.




9. Następnie należy w dennicy (pokrywie) zrobić dwa otwory, oraz przygotować pierścień centrujący. Pierścień wykonuje z kawałka tej samej rury która służy jako obudowa puszki.
Należy go tylko przeciąć i zmniejszyć średnicę na tyle aby z lekkim luzem wchodził w tą rurę. Spaw łączący dennicę z pierścieniem wykonuję punktowo, przy krawędzi zewnętrznej. Wymaga to dużej wprawy, aby nie nadtopić brzegów dennicy.


10. Następnie rurki skraplacza wciskamy w otwory pokrywy. Rurkę boczną ucinam na wysokości dennicy i spawam do jej krawędzi na płasko. Robię tak ponieważ później jest mi łatwiej dospawać już do tego otworu cały gotowy króciec na wodę. Z króćcem centralnym można wykonać ten sam manewr. Lub wcześniej wyprofilować jego krawędź tak, aby pasowała do niego mufka 1/4" i wszystko połączyć bez odcinania.

Jak widać bardzo ważna jest kolejność czynności.
Na razie to na tyle.
Pozdrawiam Akas
Kluczowym i najtrudniejszym elementem do wykonania w takiej głowicy jest skraplacz. Jego budowa powtarza się w wszystkich moich puszkach. Co prawda może on się różnić ilością zwiniętej rurki karbowanej, lub układem wejść na wodę, ale w porównaniu do różnych wersji obudowy są to niewielkie modyfikacje. Na poniższych zdjęciach można to dobrze zauważyć.
Gdyby ktoś chciał sobie wykonać taką głowicę proponuję, aby zaczął od skraplacza.
Poniżej krok po kroku pokaże jak go wykonać.
Na wstępie chciałbym przypomnieć rys. ideowy.
1. Pracę należy zacząć od przygotowania odpowiedniej długość rurki karbowanej. Ja ją przycinam jak na zdjęciu poniżej.
2. Rurka będzie przyspawana do specjalnych końcówek, więc należy odpowiednio zagnieść jej krawędź.
Robię to przy pomocy dość prymitywnego przyrządu.
3. Aby móc przyspawać rurkę karbowaną do rurki stalowej z ścianką 1,5mm należy wytoczyć na tokarce specjalne przejściówki.
W te przejściówki wprowadzany odpowiednio przycięte rurki na wodę.
Spaw należy wykonać na dwóch spotykających się krawędziach.
Następnie tak zrobiony króciec wkładamy do rurki karbowanej. Należy zadbać o to, aby kołnierz króćca i rurki dokładnie do siebie przylegały. Wówczas spaw powinien się udać. Ja spawam takie połączenie prądem 12A i bardzo ostrą iglicą TIG-a.
4. Po przyspawaniu rurek na wodę można już zwinąć skraplacz. Należy pamiętać aby kolanko na wodę było odpowiednio ukierunkowane. Aby uzwojenie ładnie przylegało do rdzenia wodnego, nawijać należy na rurce o śr. 10-15% mniejszej niż ma rdzeń.
5. Następnie należy przygotować "parasol" dla skroplin. Robię go z dennicy. Na tokarce wyznaczam kółko które ułatwia mi później wycentrowanie rdzenia. Z boku robię otwory, aby wspawać kołki centrujące zewnętrznie skraplacz.
6. Teraz można przyciąć na odpowiednią długość rurę rdzenia wodnego. Robię go z calowej rury o ściance 2mm (ułatwia to później najtrudniejszy spaw). Rdzeń należy przyspawać do parasola tak jak widać poniżej.
7. Teraz można założyć skraplacz na rdzeń. Kolanko na wodę należy w prowadzić w boczny otwór rdzenia. Spaw wykonujemy od środka rdzenia. Wymaga to wąskiej osłony dyszy w uchwycie Tiga i mocno wysuniętej iglicy. Miałem z tym na początku dużo kłopotów. Cienkie ścianki rdzenia o gr. 1,5mm łatwo się przetapiały i były kłopoty doczyszczeniem czarnych zgorzeli. Dlatego bezpieczniej mieć ściankę 2,0mm lub nawet 2,5mm.
8. Następnym elementem jest rurka syfonu w rdzeniu wodnym. Ma ona za zadanie powodować odpowiedni przepływ wody chłodzącej, oraz służy jak kolumna mocująca pokrywę skraplacza. Rurkę ta powinna być solidna. Stosuję wymiar 16 x2,0mm.
Do rurki musimy wytoczyć dolny pierścień centrujący z otworami przepływowymi. A na górze na leży wytoczyć pokrywkę zaślepiającą. Najpierw spawamy pierścień. Wprowadzamy syfon do rdzenia i następnie spawamy pokrywkę.
9. Następnie należy w dennicy (pokrywie) zrobić dwa otwory, oraz przygotować pierścień centrujący. Pierścień wykonuje z kawałka tej samej rury która służy jako obudowa puszki.
Należy go tylko przeciąć i zmniejszyć średnicę na tyle aby z lekkim luzem wchodził w tą rurę. Spaw łączący dennicę z pierścieniem wykonuję punktowo, przy krawędzi zewnętrznej. Wymaga to dużej wprawy, aby nie nadtopić brzegów dennicy.
10. Następnie rurki skraplacza wciskamy w otwory pokrywy. Rurkę boczną ucinam na wysokości dennicy i spawam do jej krawędzi na płasko. Robię tak ponieważ później jest mi łatwiej dospawać już do tego otworu cały gotowy króciec na wodę. Z króćcem centralnym można wykonać ten sam manewr. Lub wcześniej wyprofilować jego krawędź tak, aby pasowała do niego mufka 1/4" i wszystko połączyć bez odcinania.
Jak widać bardzo ważna jest kolejność czynności.
Na razie to na tyle.
Pozdrawiam Akas
Ostatnio zmieniony 1970-01-01, 01:00 przez Akas, łącznie zmieniany 4 razy.
-
TeddyBeers

- 70%

- Posty: 326
- Rejestracja: 2010-11-10, 10:25
- Lokalizacja: UK
Akas. Niezle to wyglada, ale faktycznie skomplikowane, w dodatku bez tokarki sie nie bardzo obejdzie.
Ja bym tu wprowadzil mala zmiane, ktora znacznie uproscila by glowice.
Mianowicie usunal bym rdzen z rury 1", a zamiast niego zastosowal grubsza rurke karbowana i ja wykoszystal jako rdzen.
Rurke karbowana dn16 (zew. 20mm) mozna nawinac na siebie i zmiescic w rurze 76mm.
Czyli tak
Parasol lezy sobie luzem w w glowicy.
W pokrywce robimy 3 dziury. Jedna odpowietrzenie, dwie wlot i wylot rurki karbowanej.
Rurke wkladamy na samym srodku (sluzy jako rdzen), zaraz nad parasolem zaginamy i tworzymy wezownice. Nawijamy zwoje, do gory, pozniej znow w dol i znowu do gory.
W ten oto sposob mamy 3 warstwy nawinietej rurki na rdzeniu.
Czyli lacznie 7 szerokosci rurki (20mm) plus naddatek na szczeliny.
3 szerokosci miesci sie w 72mm, czyli potrzebujemy puszke o wewnetrzej srednicy 160-170mm
Jedyyny problem to wlasnie zdobycie takiej rury (o ile sa w ogole).
Rurke karbowana ktora wystaje z pokrywki mozna zarobic przy izyciu tylko kombinerek. Wystarczy miec nakretke i podkadke do zakonczenia rurek karbowanych.
Wtedy mozna wkrecic koncowki, takie jak na kran typ "hoselock"
Zaleta duzej liczby zwoji, to, ze mozna jeszcze skrocic puszke.
Wada, to, ze parasol nie jest chlodzony, przez co stracimy troszeczke powierzchni chlodzacej.
W taki oto sposob mozna sie obejsc bez tokarki i skomplikowanych spawow.
Ja bym tu wprowadzil mala zmiane, ktora znacznie uproscila by glowice.
Mianowicie usunal bym rdzen z rury 1", a zamiast niego zastosowal grubsza rurke karbowana i ja wykoszystal jako rdzen.
Rurke karbowana dn16 (zew. 20mm) mozna nawinac na siebie i zmiescic w rurze 76mm.
Czyli tak
Parasol lezy sobie luzem w w glowicy.
W pokrywce robimy 3 dziury. Jedna odpowietrzenie, dwie wlot i wylot rurki karbowanej.
Rurke wkladamy na samym srodku (sluzy jako rdzen), zaraz nad parasolem zaginamy i tworzymy wezownice. Nawijamy zwoje, do gory, pozniej znow w dol i znowu do gory.
W ten oto sposob mamy 3 warstwy nawinietej rurki na rdzeniu.
Czyli lacznie 7 szerokosci rurki (20mm) plus naddatek na szczeliny.
3 szerokosci miesci sie w 72mm, czyli potrzebujemy puszke o wewnetrzej srednicy 160-170mm
Jedyyny problem to wlasnie zdobycie takiej rury (o ile sa w ogole).
Rurke karbowana ktora wystaje z pokrywki mozna zarobic przy izyciu tylko kombinerek. Wystarczy miec nakretke i podkadke do zakonczenia rurek karbowanych.
Wtedy mozna wkrecic koncowki, takie jak na kran typ "hoselock"
Zaleta duzej liczby zwoji, to, ze mozna jeszcze skrocic puszke.
Wada, to, ze parasol nie jest chlodzony, przez co stracimy troszeczke powierzchni chlodzacej.
W taki oto sposob mozna sie obejsc bez tokarki i skomplikowanych spawow.
Aabratek, V=50l, ø76mm, H=150cm, sprężynki by karp55, P=4.1kW, 4m karbowanej DN16

@TeddyBeers Twój pomysł to takie jakby rozwinięcie mojej pierwszej koncepcji, kiedy parasol mocowałem ma tzw. mieczu  . Faktycznie uproszcza to konstrukcję. Wadą to kiepskie centrowanie się skraplacza w głowicy. Zawsze przy wkładaniu musiałem go podginać i irytowało mnie to. Ten problem można naprawić dłuższym (głębszym) pierścieniem centrującym.
. Faktycznie uproszcza to konstrukcję. Wadą to kiepskie centrowanie się skraplacza w głowicy. Zawsze przy wkładaniu musiałem go podginać i irytowało mnie to. Ten problem można naprawić dłuższym (głębszym) pierścieniem centrującym.
Jeśli chodzi o tokarkę to zrobienie tego wszystkiego bez niej uznałbym za mistrzostwo świata
Wszystkie spawane rury i rurki wymagają zatoczenia na końcach, dopiero wówczas da się robić to równo i wykonywać delikatne spawy. Potrzeba też wytoczyć duży otwór w dolnej dennicy puszki.
Ja sobie odpuściłem na razie te głowice. Za dużo mnie czasu kosztowały nawet z wsparciem tokarki i frezarki.
Jeśli chodzi o tokarkę to zrobienie tego wszystkiego bez niej uznałbym za mistrzostwo świata
Wszystkie spawane rury i rurki wymagają zatoczenia na końcach, dopiero wówczas da się robić to równo i wykonywać delikatne spawy. Potrzeba też wytoczyć duży otwór w dolnej dennicy puszki.
Ja sobie odpuściłem na razie te głowice. Za dużo mnie czasu kosztowały nawet z wsparciem tokarki i frezarki.
-
TeddyBeers
- 70%
- Posty: 326
- Rejestracja: 2010-11-10, 10:25
- Lokalizacja: UK
Bez tokarki, to jak najbardziej ciezko.
Robienie pod zamowienia calkowicie odpada.
Nawet dla siebie wiecej meki niz to warte.
W koncu puszka niczego nie wnosi do kolumny, choc trzeba przyznac, ze lepiej wyglada.
Z drugiej strony, przy naszym hobby nie ma sie co chwalic sprzetem
Mnie po glowie chodzi (juz od dawna) glowica o extremalnie niskiej wysokosci, a zarazem prostocie wykonania, tak aby sie to dalo bez uzycia specjalnych narzedzi. Wiertarka, katowka, spawarka to maksimum.
Juz od dawna mam w glowie pomysl, ale jakos nie moge sie ogarnac, aby wykonac to "cudo".
Konstrukcje planuje prosta, cos na wzor dwoch odwroconych pokrywek.
Robienie pod zamowienia calkowicie odpada.
Nawet dla siebie wiecej meki niz to warte.
W koncu puszka niczego nie wnosi do kolumny, choc trzeba przyznac, ze lepiej wyglada.
Z drugiej strony, przy naszym hobby nie ma sie co chwalic sprzetem
Mnie po glowie chodzi (juz od dawna) glowica o extremalnie niskiej wysokosci, a zarazem prostocie wykonania, tak aby sie to dalo bez uzycia specjalnych narzedzi. Wiertarka, katowka, spawarka to maksimum.
Juz od dawna mam w glowie pomysl, ale jakos nie moge sie ogarnac, aby wykonac to "cudo".
Konstrukcje planuje prosta, cos na wzor dwoch odwroconych pokrywek.
Aabratek, V=50l, ø76mm, H=150cm, sprężynki by karp55, P=4.1kW, 4m karbowanej DN16
Kto jest online
Użytkownicy przeglądający to forum: Obecnie na forum nie ma żadnego zarejestrowanego użytkownika i 60 gości